
一、RTO蓄热式焚烧系统介绍:
蓄热式焚烧系统(RTO)是利用陶瓷蓄热体来储存有机废气分解时产生的热量,并用陶瓷蓄热体储存的热能来预热和分解未被处理的有机废气,从而达到很高的热效率,氧化温度一般在 800℃ 到 850℃ 之间,最高达1100℃。 蓄热式焚烧系统主要用于有机废气浓度高风量低的场合,在有机废气中含有腐蚀性、对催化剂有毒的物质和需要较高温度氧化某些臭气时也非常适用。
二、RTO蓄执式焚烧系统工作原理:
RTO蓄热式焚烧系统一般分为:两室RTO、三室RTO、旋转RTO、转轮浓缩和氧化RTO
1.二室RTO工作原理及设备工艺图:
有机废气通过引风机输入蓄热室1进行升温,吸收蓄热体中存储的热量,随后进入焚烧室进一步燃烧,升温至设定的温度(760℃),在这个过程中有机成分被彻底分解为CO2和H2O。由于废气在蓄热室1内吸收了上一循环回收的热量,从而减少了燃料消耗。
2.处理过后的高温废气进入蓄热室2进行热交换,热量被蓄热体吸收,随后排放。而蓄热室2存储的热量将可用于下个循环对新输入的废气进行加热。该过程完成后系统自动切换进气和出气阀门改变废气流向,使有机废气经由蓄热室2进入,焚烧处理后由蓄热室1热交换后排放,如此交替切换持续运行。

二室RTO设备工艺图
2.三室RTO工作原理及设备工艺图:
有机废气通过引风机进入蓄热室1吸热,升温后进入焚烧室中进一步加热,使有机废气持续升温直至有机成分彻底分解成CO2和H2O。由于废气在升温过程中利用了蓄热体回收的热量,所以燃料消耗较少。废气经处理后离开燃烧室,进入蓄热室2释放热量后排放,而蓄热室2的蓄热体吸热后用于下个循环加热新输入的低温废气。
与此同时,引入部分净化后的气体对蓄热室3进行吹扫以备进行下一轮热交换。该过程全部完成后切换进气和出气阀门,气体由蓄热室2进入,蓄热室3排出,蓄热室1进行吹扫;再接下来的循环则切换为由蓄热室3进入,蓄热室1排出,蓄热室2进行吹扫,如此交替切换持续运行。此外,为了提高热能利用率还可在RTO焚烧炉后设置换热器加强余热利用。

三室RTO设备工艺图

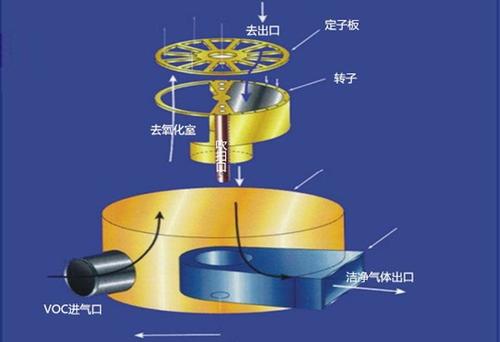
3、旋转式RTO工作原理及设备工艺图:
旋转RTO的蓄热体中设置分格板,将蓄热体床层分为几个独立的扇形区。废气从底部经进气分配器进入预热区,使气体温度预热到一定温度后进入顶部的燃烧室,并完全氧化。净化后的高温气体离开氧化室,进入冷却区,将热量传给蓄热体而气体被冷却,并通过气体分配器排出。而冷却区的陶瓷蓄热体吸热,“贮存”大量的热量(用于下个循环加热废气)。为防止未反应的废气随蓄热体的旋转进入净化气出口去,当蓄热体旋转到净化器出口区之前,设有一扇形区作为冲洗区。
通过蓄热体的旋转,蓄热体被周期性的冷却和加热旋转,如此不断地交替进行。
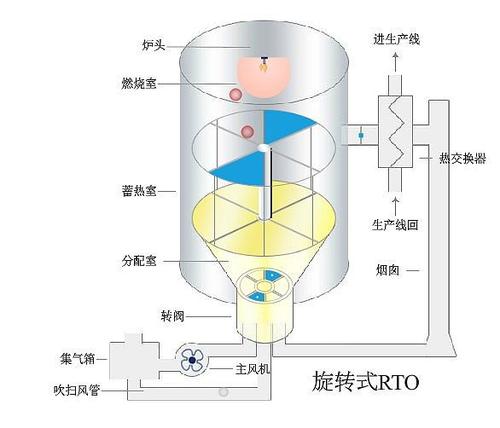 
旋转式RTO工艺图
4、多室蓄热式焚烧炉(单筒式多阀门蓄热氧化炉)RTO工作原理及设备工艺图:
多室蓄热式焚烧炉采用多旋转式阀门分流,把多个蓄热室紧凑结合为一个燃烧室,内置换热器或热风调节装置,达到治理废气的同时满足供热需求。
多室蓄热式焚烧炉,对现有焚烧炉内不合理的流通截面积分配比例进行了改进,当处理的废气流量很大时,首先切换阀门相应也要做得很大,大阀门难以做的精密;其次当蓄热室容积太大时,不能保证气流的均匀分布而影响传热效果。因此当废气量很大时,就应过渡到五室RTO装置,即两个两室并联加上一个室用于吹扫。为了使燃烧室的温度达到均匀,在顶部相连的燃烧室中,可设置两个以上的燃烧器。同样,当处理风量更大时,可用七室,两个三室并联加上一个吹扫室;为适应负荷的变化,在七室相连通的项部可设置两组燃烧系统,每组有三个燃烧器(1、3、5为一组和2、4、6为一组)。因为冲洗室工作速度比蓄热体的加热/冷却周期为快得多,所以一个室用于吹扫己经足够。
多室蓄热式有机废气焚烧炉RTO设备工艺图
4、转轮浓缩和氧化RTO工作原理及设备工艺图:
技术原理:
沸石转轮浓缩吸附装置是利用吸附-脱附-浓缩三项连续变温的吸、脱附程序,使低浓度、大风量有机废气浓缩为高浓度、小流量的浓缩气体。其装置特性适合处理大流量、低浓度、含多种有机成分的废气。
通过转轮的旋转,可在转轮上同时完成气体的脱附和转轮的再生过程。进入浓缩转轮的有机废气在常温下被转轮吸附区吸附净化后直接排放至大气,接着因转轮的转动 而进入脱附区,吸附了有机物质的转轮在此区内脱附,吸附在转轮上的有机物被分离、脱附、进入氧化RTO处理系统。如此循环工作。
吸附浓缩:
处理大风量含浓度低于800ppm、40℃温度以下的VOCs气体,通过转轮的沸石被吸附,以系统抽气变频风机将干净气体排入大气。吸附器为立式转轮可提供大量的气体接触沸石表面积,转轮持续每小时1-6转的速度旋转。提供95%以上的VOCs去除率。
脱附:
转轮内VOCs被浓缩成饱和沸石区、再利用热交换器提供的热流(约200℃)来进行脱附,脱附完成后旋转至冷却区,以常温空气吹风冷却至常温、再旋转至吸附浓缩区。
氧化:
脱附出高浓度VOCs气流,以氧化风机抽送至蓄热式焚化炉(RTO)内燃烧焚化处理,排放出干净CO2及H2O至大气。燃烧室高温气流被引出至气对气热交换器,与常温空气进行热交换、升温至脱附温度的热流,供脱附使用达到省能目的。

转轮浓缩+氧化RTO设备工艺图
三、RTO蓄热式焚烧系统适用范围:
1. 大风量、低浓度的有废气;
2. 含苯系物、酚类、醛类、酮类、醚类、酯类等有机成分的石油、化工、塑料、橡胶、制药、印刷、农药、制鞋、电力电缆生产行业等;
3. 废气中含有使催化剂中毒或活性衰退的成分(例水银,铅,锡,锌等的金属蒸气和磷,磷化物,砷等的存在,随着时间的增加,覆盖在催化剂表面,使催化剂失去活性;卤素和多量的水蒸气的存在,会使催化剂暂时失去活性。)。
四、RTO蓄热式焚烧系统优点:
①可实现全自动化控制,操作简单,运行稳定,安全可靠性高;
②VOC的分解效率高;
③采用多项先进技术,使设备简化,易于维修,并降低了运行成本;
④废气在炉内停留时间长,炉内无死区;
⑤不产生NOX等二次污染;
⑥操作费用低,超低燃料费。有机废气浓度在500PPM以上时,RTO装置基本不需添加辅助燃料;
⑦净化效率高,旋转RTO可达到99%以上;对余热进行综合利用,产生经济效益;优化设计的结构、通风系统,确保最好的处理效果和使用体验。
五、技术参数
|
型 号
|
RTO-50
|
RTO-100
|
RTO-150
|
RTO-200
|
RTO-250
|
RTO-300
|
RTO-400
|
|
额定净化流量(Nm3/h )
|
5000
|
10000
|
15000
|
20000
|
25000
|
30000
|
40000
|
|
处理对象
|
三苯、醇、醚、醛、酚、酮、酯等VOC
|
|
废气浓度mg/Nm3
|
100 ~4500mg/m3
|
|
净化率(% )
|
≥95
|
|
蓄热效率(% )
|
最高可达95
|
|
运行温度(℃ )
|
≥760
|
|
燃烧器供热能力(x104kcal/h )
|
15
|
25
|
50
|
50
|
75
|
100
|
|
燃料
耗量
|
启动时
|
燃烧器维最大输出
|
|
正常运行
|
根据废气浓度确定,当浓度1,500mg/Nm3 以上时,燃烧器维持小火即可
|
|
风压损失(Pa)
|
≤3000
|
|


 地址:河北省保定安国市伍仁桥镇流昌村西安束公路东侧
地址:河北省保定安国市伍仁桥镇流昌村西安束公路东侧 手机:187-1290-7959
手机:187-1290-7959